Naszym zadaniem było wykonanie modelu CNC jacuzzi niezbędnego do dalszej produkcji formy wykorzystywanej przy laminowaniu wyrobów. Klientowi zależało na idealnie gładkiej powierzchni oraz małych promieniach w narożnikach wewnętrznych.
Dostaliśmy od klienta gotowy model 3D, który stał się punktem wyjścia do zaplanowania strategii produkcji. Geometria nie wymagała zmian, ale musieliśmy podzielić model poziomo ze względu na ograniczony dostęp do trudno dostępnych miejsc podczas frezowania.
Do projektowania użyliśmy oprogramowania typu CAD, a do programowania maszyn – oprogramowania typu CAM. Najtrudniejsze było logiczne rozplanowanie całego procesu i przewidzenie potencjalnych problemów.
Projekt był na tyle klarowny, że przeszedł od razu do realizacji. Efektem był kompletny plik z podziałami modelu, poprawkami geometrii oraz oznaczeniami do frezowania. Klient nie zgłaszał uwag – projekt wszedł do realizacji.
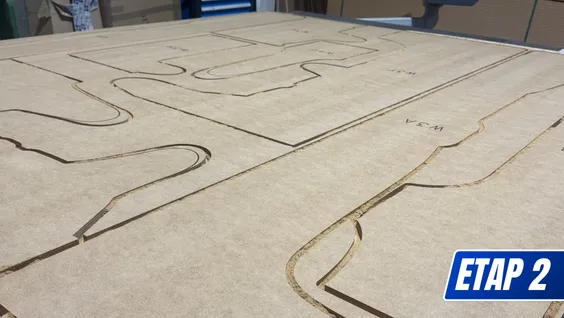
Etap 2 – Frezowanie płyt MDF na maszynie 3-osiowej
Po przygotowaniu projektu 3D przeszliśmy do pierwszego fizycznego etapu – frezowania płyt MDF na naszej 3-osiowej frezarce. Użyliśmy płyt MDF o grubości 18 mm, z których każda miała później stanowić jedną z warstw bryły modelu CNC.
Frezowanie wymagało dokładnego ustawienia parametrów – od prędkości posuwu, przez głębokość cięcia, po dobór odpowiednich frezów co wpłynęło na optymalizację czasu pracy maszyny.
Równie ważne było odpowiednie oznaczenie i zmagazynowanie frezowanych płyt. To pozwoliło uniknąć pomyłek przy układaniu warstw w kolejnym etapie. Podczas frezowania każdy element był dokładnie kontrolowany pod kątem wymiarów, żeby wszystkie segmenty idealnie do siebie pasowały. Było to kluczowe dla późniejszego etapu klejenia.
Efekt? Precyzyjnie wycięte segmenty, gotowe do złożenia w bryłę, która stanie się podstawą naszego modelu.
ETAP 3 – Klejenie segmentów MDF w bryłę roboczą
Po zakończeniu frezowania przyszedł czas na klejenie wszystkich segmentów w jedną, solidną bryłę, która później trafi na finalną obróbkę 5 osiową. Przed klejeniem każdy element został dokładnie oczyszczony z pyłu, żeby zapewnić lepszą przyczepność kleju.
Klejenie odbywało się etapami – warstwa po warstwie. Każda płyta była dokładnie dopasowywana i nakładana zgodnie z oznaczeniami projektowymi. Żeby utrzymać segmenty w odpowiednim ułożeniu i zapobiec przesunięciom podczas schnięcia kleju, zastosowaliśmy ściski stolarskie.
Do uzyskania pożądanej bryły użyliśmy 45 warstw, a efekt? Masywna bryła MDF, która już na tym etapie robiła wrażenie swoim gabarytem i była gotowa na kolejne etapy obróbki.
Etap 4 – Obróbka końcowa na frezarce 5-osiowej
Po sklejeniu bryły przyszedł czas na najważniejszy etap – finalną obróbkę na naszej 5-osiowej frezarce CNC. To właśnie ten proces nadaje bryle ostateczny, oczekiwany kształt.
Dzięki dużej powierzchni roboczej maszyny mogliśmy pracować na całej bryle jednocześnie i docierać do trudno dostępnych miejsc, czego nie da się osiągnąć na maszynach 3-osiowych. Parametry obróbki zostały tak dobrane, żeby zapewnić idealnie gładkie powierzchnie – co jest kluczowe przy modelach CNC, które później służą jako „kopyto” do produkcji form laminatowych.
Finalny efekt? Model 3D jacuzzi gotowy do testów jakości i ostatecznego dopracowania powierzchni.
Etap 5 – Prezentacja modelu CNC
Po finalnej obróbce na frezarce CNC przyszedł czas na ostatni etap – kontrola jakości i dopracowanie powierzchni modelu. Sprawdziliśmy, czy wszystkie wymiary są zgodne z projektem i czy powierzchnie spełniają wymagania klienta.
W niektórych miejscach konieczne było delikatne dopracowanie przy użyciu specjalistycznej pasty szpachlowej, aby uzyskać idealny efekt, gotowy do użycia model.
Dopiero po przeprowadzeniu tych poprawek model przeszedł proces kontroli jakości i został uznany za gotowy do przekazania klientowi jako kopyto do formy laminatowej.
Masz do wykonania model CNC i szukasz sprawdzonego partnera?